- About Us
- What's New
- Products
- Markets & Applications
- Engineered Packages
- Service
- Training
- Literature
- Case Studies
Selecting Your Pump
Home > Training > System Design > Selecting Your Pump
 Selecting Your PumpDrive SelectionInlet DesignAccessory SelectionMounting and Location
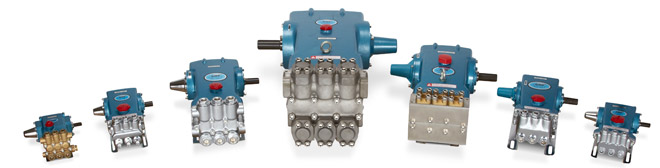
Selecting Your PumpDrive SelectionInlet DesignAccessory SelectionMounting and LocationWe supply both piston and plunger designed pumps. The pressure and flow performance of these pumps can overlap requiring you to either select a piston pump or plunger pump.
 |
A piston pumps’ high pressure seal reciprocates with the piston in a cylinder. The intake is configured to allow smooth continuous flow at the intake. The inlet valves are mechanically actuated and don’t rely on pressure differential to operate. These factors reduce the risk of pump cavitation. Piston pumps are capable of drawing their own liquid. The inlet pressure range of a piston pump is -8.5 psig to 40 psig for proper operation. Piston pumps work in an output pressure range from 100-1200 psi. |
 |
A plunger pump’s high pressure seal is stationary and the plunger slides through the seal. This design can handle a slightly higher inlet pressure than a piston pump (60-70 psi), but requires a flooded inlet or pressure supply from a booster pump. Select a plunger pump for high pressure applications. Plunger pumps operate in an output pressure range from 100-10,000 psi. |
The amount of time (hours/day) a pump is operational defines its duty cycle. Continuous duty operation refers to a pump operating the majority of the day. Larger pumps running slower will have a longer maintenance interval than a smaller pump running at full speed in continuous duty applications. Cat Pumps defines continuous duty as a pump running under a full load or cycles 8 -24 hours/day, 5 – 7 days/week. Intermittent duty operation refers to a pump operating for brief periods during the day (i.e., jetting or pressure washing applications). More aggressive liquid characteristics (i.e., low lubricity Deionized water, liquids being pumped at high temperatures) will impact pump duty cycle selection.
Pumping liquids with suspended solids is not recommended. Solids can become trapped in valves and other components causing malfunction. Cat Pumps does offer stainless steel submersible centrifugal pumps that can handle larger suspended solids (up to 3/8”).
Some liquids will contain abrasive solids. Abrasion can come from harsh mineral conditions of water (i.e., hard water, dirty water, gritty water, reclaim water) causing excessive wear of pump components. Water softeners can reduce hard water conditions. Inlet filters and settling tanks can help with dirty, reclaim or gritty water conditions. For optimum life performance we recommend water quality meet the specification below:
Particle size not to exceed 10 micron
TSS not to exceed 50 PPM
pH maintained between 5-9
Sediment pits must be cleaned regularly
Reclaim and pumping system must be kept in good operating condition
 |
 |
|
Damage cause by abrasion can be identified by examining the high pressure seal and/or ceramic plunger for scoring as illustrated above. |
|
Many Cat Pumps operate in water conditions more aggressive than the specification above (i.e., reclaim water) yet will provide a satisfactory pump life to the customer because of the care and maintenance support from the customer.
A liquid’s acidic or alkalinity properties defined by its pH number is another consideration when selecting a pump. Cat Pumps recommends the liquid being pumped be within a range of 5 to 9 pH (7 pH is normal water). Liquids rated at a pH of 5 or less will require a seal change and fluid manifold material change (i.e., stainless steel). The same applies to liquids at a pH of 9 or greater. We provide a variety of seal material options to meet a broad range of chemical compatibility requirements.
Temperature is another liquid characteristic that can impact pump performance. The minimum liquid temperature of water that can be pumped with Cat Pumps standard plunger and piston pumps is 34°F (1°C). Below 34°F (1°C) water will begin to freeze and crystallize. Standard pump elastomers are only rated to -22°F (-30°C). Below this temperature, contact Cat Pumps.
Pumping liquid that is lower in temperature than the atmospheric temperature can cause condensation at the back of the plunger and on the plunger rod. If this freezes, it is probable that the ice will damage the oil seals and low pressure seals as the pump operates.
The maximum liquid temperature of water that can be pumped with Cat Pumps standard plunger and piston pumps is 130°F (54°C). Pumping higher temperature liquids can increase the risk of cavitation and cause premature wear of the seals. Liquid vapor pressure changes with increased temperature as well.
Operation above 130°F (54°C) can be achieved with changes in seals and/or lower rpm. For each degree above 130°F (54°C), the inlet pressure should be increased by 0.5 psi. See tech bulletin 002.
Special consideration should also be given to handling by-pass liquid. Proper sizing of the holding tank and location of return by-pass line are critical in accommodating elevated temperatures. In systems with the by-pass routed back to the pump inlet, the installation of a thermal valve is necessary. Contact our technical team for further recommendations on high temperature systems.
For liquids with more aggressive characteristics, (i.e., hard water, more acidic or basic, elevated temperatures) reduce the pump speed (rpm) of the pump to increase seal life.
A liquid’s thinness or thickness at a given temperature is referred to as its viscosity. Cat Pumps recommends the viscosity not to exceed 500cP (2500 SSU). Viscosity will change with temperature. Typically as a liquid is heated, viscosity decreases. When a liquid is cooled, the viscosity increases. This is a critical factor for pump priming to be discussed later.
| What's New | ||||||||||||||||||||||||
|
||||||||||||||||||||||||
| Other Links |
| View our latest news |
| Sign up for E-mail Updates |
Literature |
|||
Technical Help |
|||
Troubleshooting |
|||
Contact UsTel: 01252 622031sales@catpumps.co.uk
|
|||
|
CERTIFIED MANAGEMENT SYSTEM - ISO 9001:2015 |
|||
|
|
|||
 |
|||
Home About Us What's New Service & Repair Markets & Applications Products Engineered Packages Literature Case Studies Sitemap
High Pressure Cleaning Equipment Cleaning and Wash Down Misting, Cooling & Fogging Pumps Energy, Oil & GasConstruction & QuarryingTransport & VehiclesAgriculture, Food & DrinkMetalworking & ManufacturingChemical & ProcessingWater, Environment & Waste






